微纳光固化3D打印技术:PμSL和TPP
发布日期:2023-10-30
浏览量:1220次
增材制造被认为是“改变世界的技术”,光固化3D打印是其重点方向之一。基于数字模型,通过光与材料(主要是树脂、陶瓷浆料、金属纳米颗粒浆料等)反应形成结构,并且局部聚合反应可以实现相对较高的光学分辨率和建模精度。
光固化3D打印机技术发展方向
目前,光固化3D打印机技术主要向二维方向发展。一是宏观维度,即大幅面、大规模、高速3D打印机的实现。另一个是微维、微米级、纳米级3D打印的实现。
复杂3D微纳结构广泛应用于微纳机电系统、生物医学、新材料(超材料、复合材料、光子晶体、功能梯度材料等)、新能源(太阳能电池、微型燃料电池等)等领域。 、微纳在传感器、微纳光学器件、微电子、印刷电子等行业需求量很大。
微纳级光固化3D打印在复杂3D微纳结构、高深宽比微纳结构以及复合(多材料)材料微纳结构的制作方面具有巨大潜力和突出优势。它还具有设备简单、成本低、效率高、材料使用范围广、不需要掩模或模具的一体成型等优点。
因此,微纳光固化3D打印技术近年来在越来越多的科研机构、企业和终端用户中普及。在全球范围内已经达到先进商业化的微纳光固化3D打印技术包括TPP(基于双光子聚合的直接激光写入)技术、PμSL投影微立体光刻技术,主要有这两种技术。
TPP是一种利用超快脉冲激光在聚焦区域固化感光材料(树脂、凝胶等)的打印技术。另一方面,PμSL是一种将动态掩模图形的整个表面暴露在紫外线下以硬化树脂的建模技术。这两种技术都是目前常用的微纳米级3D打印技术。TPP印刷的精度已达到100纳米以下,目前在德国、立陶宛等国家正在推进商业化。PμSL目前在实验层面可以达到几百纳米的精度,在产品层面可以达到几微米的打印精度。其中许多都出现在 BMF 的 microArch 系列微型 3D 打印机中,使其成为世界上第一台商用PμSL微型3D打印机。本文将从几个方面对上述两种技术进行全面介绍。
光固化3D打印技术原理
光固化是指光引发单体、低聚物或聚合物基材固化的过程。光固化3D打印是通过控制光斑图形和振镜扫描仪的扫描路径,使曝光区域的液态树脂聚合成固态物质的过程,而未曝光区域的树脂不参与聚合。聚合反应。精确控制Z轴运动可让您构建加速堆叠的原型。目前,光固化3D打印的树脂聚合方法有两种:单光子吸收聚合和双光子吸收聚合。单光子吸收(SPA)是指受激电子通过吸收单个光子从较低能级跃迁到较高能级。光吸收效率也与入射光的强度线性相关。
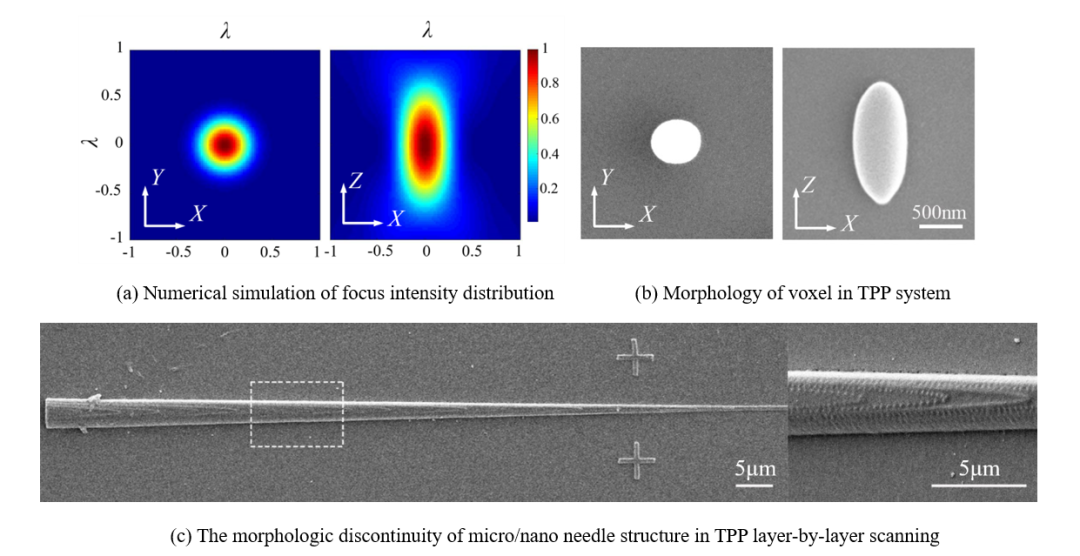
PμSL是一种基于单光子吸收聚合的印刷技术。当入射光进入液态树脂时,光强度在吸收体的作用下逐渐减弱,这样有效的聚合反应仅发生在树脂表面很薄的一层内(见图1)。相比之下,双光子吸收(TPA)是受激电子同时吸收两个光子的能量以实现跃迁的过程。这是一种非线性效应,意味着随着光能量密度的增加,效应很快变得更强。因此,入射光可以穿过液态树脂,并且身体图像元素的硬化和成型发生在该空间内的非常小的区域内。如图 1 所示,双光子吸收主要发生在特定点,通常是光束的焦点。这也是因为光的强度足够高,可以促进双光子吸收并导致聚合反应发生。
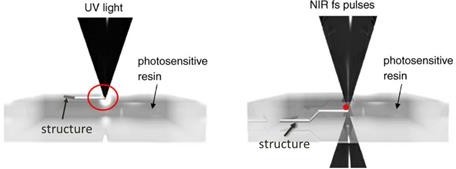
图1.单光子吸收和双光子吸收
其中,基于单光子吸收的3D打印设备可以使用点光源或面光源(如PμSL),而TPP则使用点光源。
从图1中可以看出,单光束无法实现双光子吸收的高度局域化。这种高度局部化的特性使得 3D 打印小于 100 纳米的尺寸成为可能。
将激光聚焦,使焦点处的光强度超过二光子吸收阈值(阈值),将反应区域控制在焦点附近很小的区域,并改变激光焦点在样品内的相对位置。可以以极高的打印精度打印3D微纳结构。另一方面,单光子吸收的曝光面积大,具有打印精度高、打印速度短的特点。
微纳3D打印工艺技术及设备介绍
双光子聚合TPP微纳3D打印工艺如图2所示。飞秒激光通过超高倍光束聚焦系统聚焦在感光材料上,通过感光材料的双光子吸收引起聚合反应。通常,将感光材料涂覆到载玻片或晶片上,并将载玻片安装在压电陶瓷平台上。通过调节精密压电陶瓷平台或通过振镜扫描控制激光焦点位置,可以形成微纳3D结构。成型后,将样品清洗(浸泡)在有机溶剂中,以去除任何残留的未聚合材料,从而形成 3D 结构样品。打印时,通常不需要将物体从树脂槽底部剥离,也不需要安装刮刀来涂覆感光树脂的液体表面。
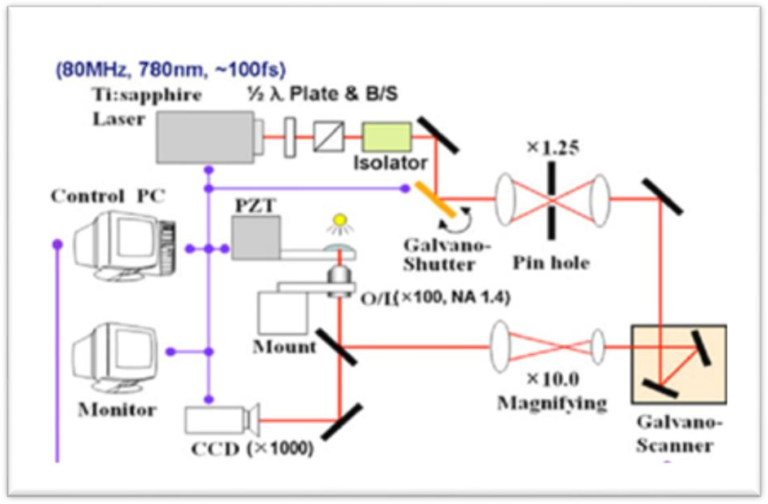 图2 典型的TPP打印系统
图2 典型的TPP打印系统
PμSL(图3)的操作过程是将LED发出的紫外光反射到数字微镜器件(DMD)上,并根据设定的图形用紫外光将液态树脂表面暴露出一薄层。表面树脂硬化后,降低构建平台。然后更多的液体树脂流到固化层上,新的液体材料层继续暴露在紫外线下。只需除去剩余的液态树脂,完成的物体就可以用作设备、样品或模具。
传统的TPP印刷采用红外飞秒脉冲激光作为光源,但飞秒脉冲激光设备价格昂贵,而且随着时间的推移会出现衰减。PμSL 光源寿命长达 10,000 小时,且成本低廉,允许使用相对便宜的工业 UV-LED。关于使用环境,普通的TPP打印设备需要黄光洁净室,但PμSL 3D打印系统可以放置在普通的洁净空间中,不需要黄光洁净室。
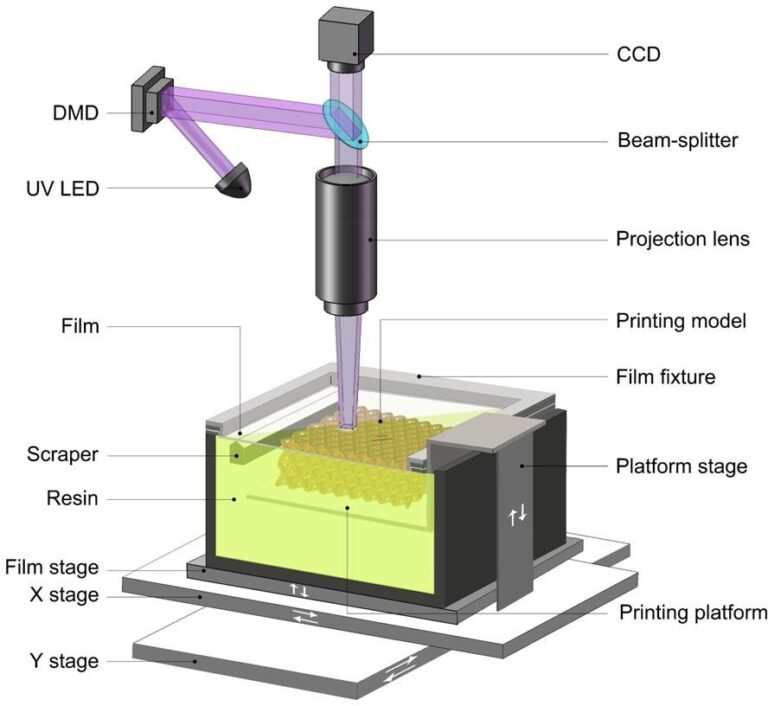
图 3 典型 PμSL 打印系统概述
3D打印性能
在分辨率方面,PμSL技术由于DMD芯片的选用以及投影物镜的微缩能力,可以实现数百纳米到数十微米范围内的打印分辨率。TPP的双光子聚合实现了高达约100纳米的超高分辨率,因为聚合反应高度局域化并超过了光学衍射极限。
1、打印速度
在打印速度方面,PμSL技术采用全投影曝光,而TPP技术采用逐点扫描,打印速度存在较大差异。例如,使用 PμSL 打印可在 15 分钟内打印出整体尺寸为 2 mm(长)x 2 mm(宽)x 70 μm(高)且最小特征尺寸为 5 μm 的仿生薄荷模型,而因此,TPP打印需要16个小时。
2、型号尺寸
关于构建尺寸,TPP 技术的移动范围有限,因为激光焦点位置的精确移动通常由精密压电陶瓷平台或检流计扫描仪控制。辅以检流计扫描技术或机械拼接,典型的打印尺寸约为 3 毫米 x 3 毫米。对于PμSL印刷品,单次投影曝光尺寸由DMD芯片尺寸和投影物镜放大倍数决定,通过机械拼接可以进一步实现更大的尺寸。图 4 是 BMF 制作的高精度、(相对)大幅面、跨比例打印的示例。整体尺寸为88毫米×44毫米×11毫米,杆直径为160微米。BMF 打印机的最大打印尺寸目前为 94 毫米 x 52 毫米 x 45 毫米 (S140)。
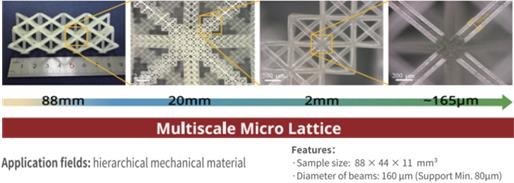 图4 高精度跨尺度建模
图4 高精度跨尺度建模
3、造型材料
在构建材料方面,双光子吸收的特性使得TPP对材料的选择更加严格。例如,可以使用的材料类型相对有限,因为树脂必须对某些波长的激光是透明的,以确保激光能量集中在树脂中,并且可以实现高的双光子吸收转化率。(SCR树脂、IP系列树脂、SU8树脂、PET♙等)。另一方面,PμSL多由感光树脂制成,既可以与透明树脂材料和不透明复合树脂材料一起使用,也可以与多种市售材料(硬质树脂、韧性树脂等)一起使用。 .、耐高温树脂、生物相容性树脂、软质树脂、透明树脂、水凝胶、陶瓷树脂等)。
关于3D打印应用
TPP技术是目前纳米级3D加工的常用技术。广泛应用于纳米光学(声晶体、超材料等)、生命科学(细胞培养组织、血管支架等)、仿生学、微流控器件(阀门、泵、传感器等)等众多科研领域。 )、生物芯片等(见图5)。另一方面,由于加工规模和速度的限制,TPP技术的工业化应用较少,仍需突破。
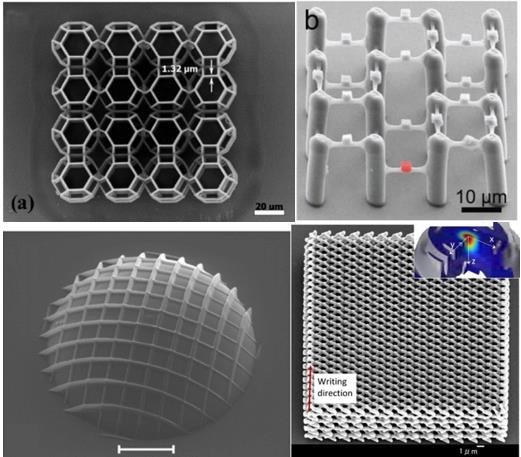 图5 TPP微纳3D打印样品
图5 TPP微纳3D打印样品
如图6所示,PμSL在科研领域的应用包括仿生学(盐藻结构)、生物医学(支架结构、微针)、微流管道、力学、3D微纳制造、微力学、声学等方面的研究。
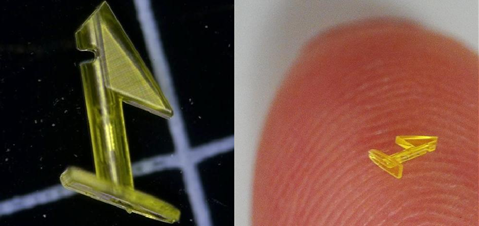
图6 PμSL微纳3D打印样品
与TPP相比,PμSL具有更快的处理速度、更大的构建尺寸、更低的成本以及更少的环境要求,因此其工业应用已经在内窥镜、降眼压支架、连接器等方面实现了商业化。例如眼科领域用于治疗青光眼的降眼压支架(见图7)。支架中容纳微弹簧的管道直径达到200微米,且建筑材料具有生物相容性,可有效提高治疗过程中的眼压和流量。还有电信公司用于芯片测试的插座。如图8所示,可以实现半径为100微米、间距为50微米的致密结构。医疗行业知名内窥镜制造商也依靠PμSL生产高深宽比、细孔径、最小壁厚70微米、高度13.8毫米的内窥镜外壳。此外,PμSL不仅限于用树脂材料打印,还可以用陶瓷打印。
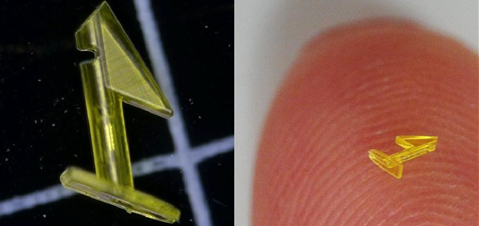
图7 眼科:青光眼降眼压支架

图 8 内窥镜外壳和网格阵列

图9 陶瓷样品
如上所述,TPP和PμSL技术作为两种具有代表性的微尺度光固化3D打印技术,具有各自的打印特点和应用领域。TPP的印刷精度约为100纳米,在加工尺寸和材料上相对有限,但在光学、超材料、生物等科学领域得到广泛应用。另一方面,表面投影微立体雕刻在相对较大尺寸的微尺度3D打印中具有时间短、成本低、效率高的优势,已经广泛应用于科学研究、工程实验、产业化等多个领域。